- Scorrimento slitta portadisco su guide in acciaio temprato, trafilate a freddo, in classe di precisione H e pattini a ricircolo di sfere precaricati per l’eliminazione dei giochi meccanici.
- Posizionamento con sistema pignone-cremagliera elicoidale di precisione e riduttore epicicloidale a gioco 0 (Asse X).
- Scorrimento del ponte su guide in acciaio temprato, trafilate a freddo, in classe di precisione H e pattini a ricircolo di sfere precaricati.
- Posizionamento a 2 motori in asse elettrico con sistema pignone-cremagliera elicoidale di precisione e riduttori epicicloidali a gioco 0 (Asse Y)
- Struttura del ponte a “L” sovradimensionata per garantire elevata stabilita, e rigidezza flessionale, minima risonanza e maggior durata nel tempo.
- Scorrimento testa porta disco su guide in acciaio temprato, trafilate a freddo, in classe di precisione H e pattini a ricircolo di sfere prevaricati per l’eliminazione dei giochi meccanici.
- Posizionamento con sistema vite-chiocciola a ricircolo di sfere precaricata e riduttore epicicloidale a gioco 0 (Asse Z).
- Sistema pneumatico di bilanciamento delle masse.
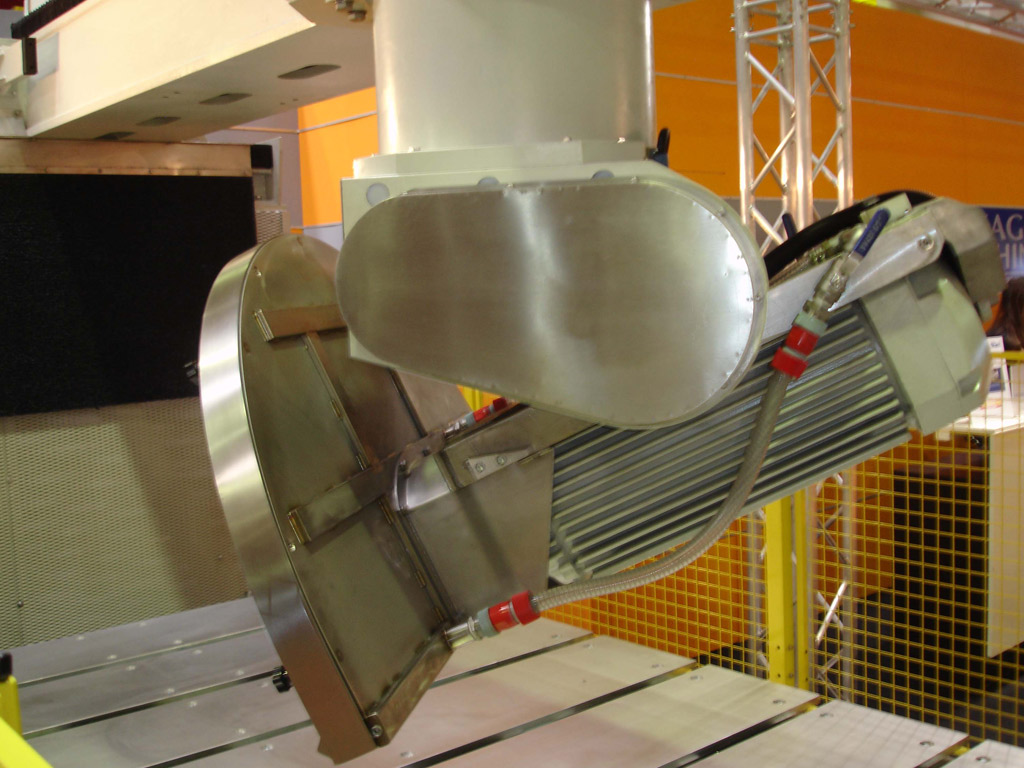
- Rotazione della testa ±185° con riduttore di precisione a eccentrici a gioco 0 (Asse C).
- Rotazione del mandrino 0°-90° con riduttore di precisione a eccentrici a gioco 0 (Asse A).
- Tutti gli azionamenti realizzati con motori BRUSHLESS ad elevata inerzia, controllati in digitale con sistema CAN-BUS.
- Elettromandrino da 30kW con raffreddamento estemo disco e utensili e sblocco utensile a tirante manuale con CONO ISO 50.
- Quadro elettrico con isolamento IP 55 collocato a destra della macchina e all’esterno del muro di fondazione.
- Collimatore a raggio laser per facilitare il posizionamento del disco sulla linea di taglio.
- Flussostato di sicurezza per arrestare la macchina in caso si mancanza acqua.
- Limitatore di carico (Amperometro) per proteggere l’utensile da sollecitazioni superiori al valore prefissato.
- Cavi di alimentazione e tubi per la refrigerazione dell’utensile sostenuti da catene portacavi in nylon.
Funzioni Principali del CNC
- Controllo numerico con gestione dei cinque assi (X-Y-Z-A inclinazione mandrino e C rotazione testa), dotato di personal computer per una più efficace conduzione della macchina.E’ possibile infatti l’inserimento di nuovi programmi o singole operazioni fintanto che la macchina esegue un ciclo di lavoro.Y Traslazione ponte
X Traslazione destra sinistra porta mandrino
Z Salita discesa mandrino
A Inclinazione mandrino 0 a 90°
C Rotazione testa ± 185° - Possibile aggiunta di un sesto asse, tornio controllato.
- Gestione asse orizzontale e verticale di taglio della testa porta disco, asse traslazione del ponte e rotazione della testa.
- Gestione elettronica dell’inclinazione della testa porta disco.
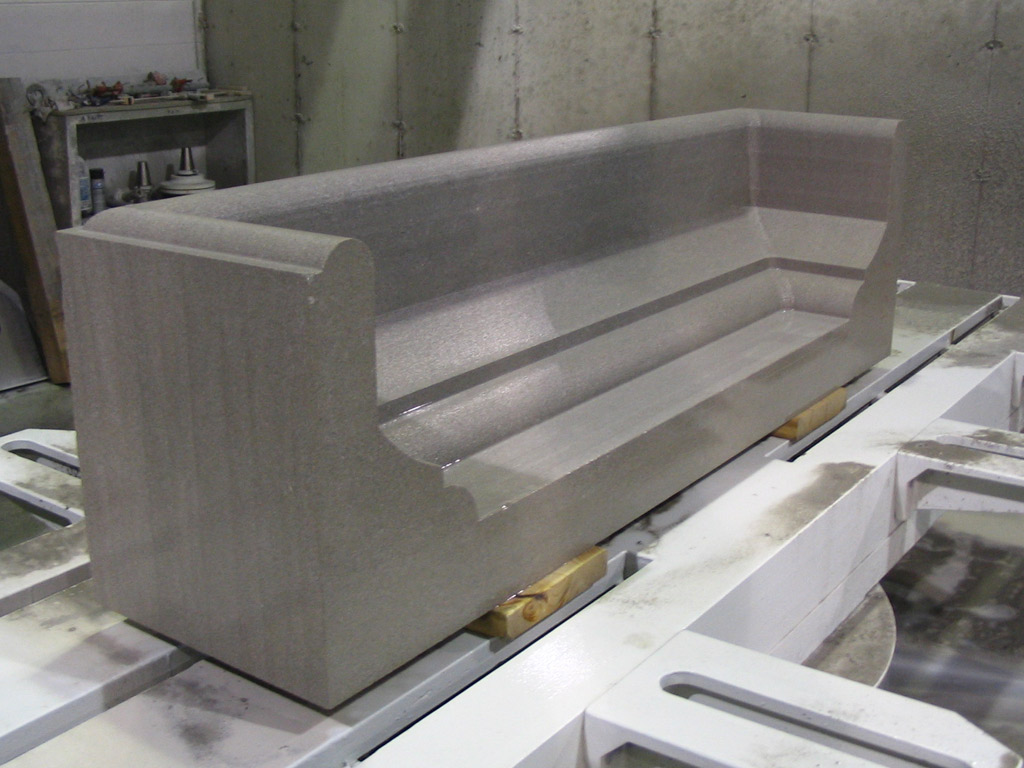
- Programmi di taglio marmo in un’unica passata o granito a piccoli incrementi a profondita, programmata.
- Autoapprendimento ed impostazione elettronica dei finecorsa taglio e ritorno testa porta disco.
- Autoapprendimento ed impostazione elettronica dei finecorsa spostamento trave.
- Regolazione differenziata della velocita taglio-ritorno ed ultimo taglio.
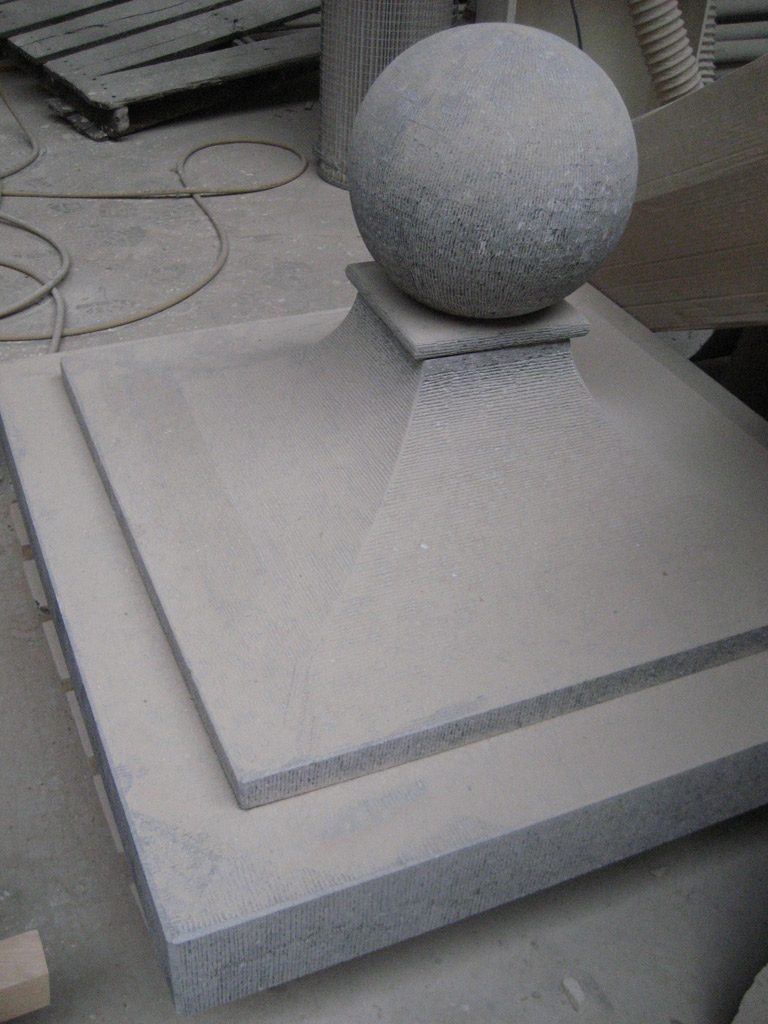
- Programmazione ed interpolazione degli assi Y-X e C per cicli di taglio circolari in continuo, diagonali od ortogonali.
- Possibilità, di contemporaneità, di movimento di tutti gli assi a vantaggio di riduzione dei tempi morti.
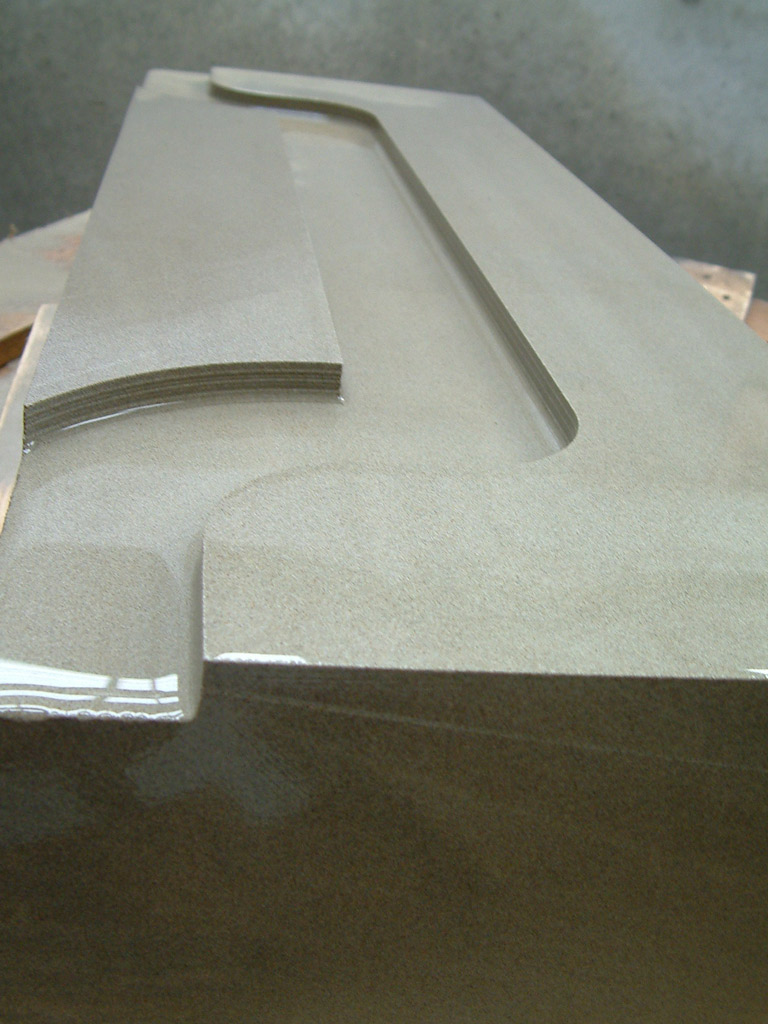
- Esecuzione del ciclo di finitura pezzo con fianco del disco (sistema di spazzolatura ottenuto per interpolazione degli assi z-y con passi dell’asse di taglio x).
- Esecuzione di cicli di scavo in sgrossatura e finitura, concavi o convessi ottenuti per interpolazione degli assi x-z e con passi di y.